电线电缆制造涉及的工艺门类广泛,从有色金属的熔炼和压力加工,到塑料、橡胶、油漆等化工技术;纤维材料的绕包、编织等的纺织技术,到金属材料的绕包及金属带材的纵包、焊接的金属成形加工工艺等等。
电线电缆制造所用的各种材料,不但类别、品种、规格多,而且数量大。因此,各种材料的用量、备用量、批料周期与批量必须核定。同时,对废品的分解处理、回收,重复利用及废料处理,作为管理的一个重要内容,做好材料定额管理、重视节约工作。因此掌握一些其在日常的一些选择技巧是相当的重要的。
一、查 标志。
取得强制性 的产品,均应在产品显著位置加贴 标志,即“CCC”标志,否则,即为无证产品。
二、看检验报告。
电线电缆作为影响人身、财产 的产品,一直以来被列为政府监督检查重点,正规生产厂家按周期接受监督部门检查。因此,销售商应能提供出质检部门检验报告,否则,产品质量的好坏就缺乏依据。
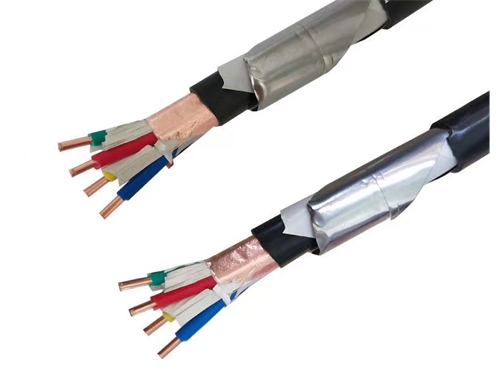
三、检测绝缘及护套。
绝缘及护套厚度应均匀无偏斜,手感应有明显的张力和伸长率。同时,绝缘及护套表面应有制造厂名、产品型号连续印刷标志,标志间隔:绝缘不超过200mm,护套不超过500mm。
四、观察线体光洁度及色泽。
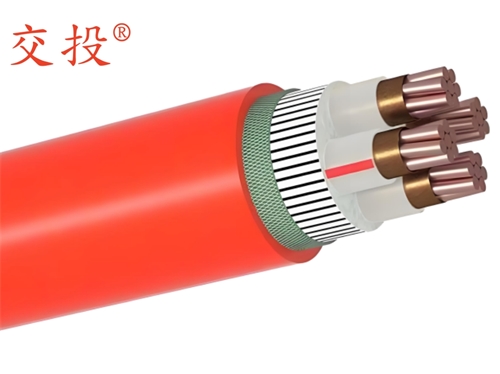
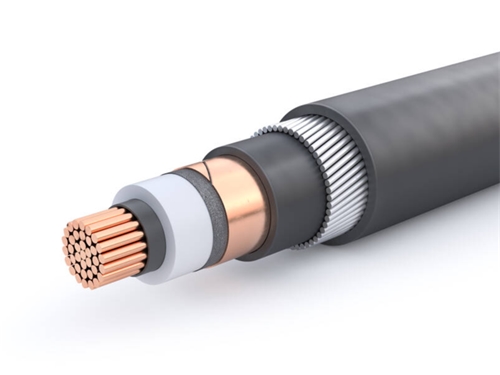
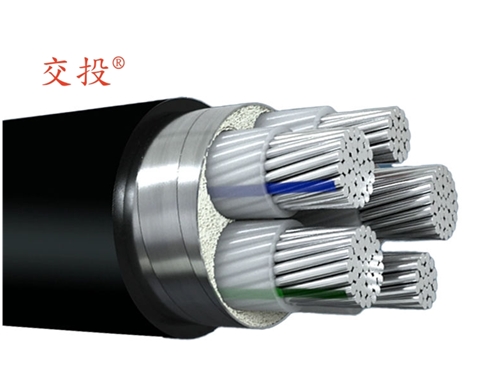
电线电缆铜导体为镀金属或不镀金属退火铜线,铝导体为铝或铝合金线,表面光洁,铜导体呈浅紫色,铝导体呈银白色,否则,导体很可能掺入其他杂质,从而引起导电能力的下降。
五、测直流电阻。
为 所购电线电缆质量合格,可先从欲购产品中截取3~5米到检验机构进行直流电阻测量。
六、量长度。
国家标准对电线电缆交货长度有明确规定,成圈长度应为100m,成盘长度应大于100m,消费者可根据标签标注长度进行测量,标准规定其长度误差不超过总长度的0.5%,若达不到标准规定下限即为不合格。
广东交投电线电缆厂官网:www.dxdlc.cn
广东交投线缆是一家生产电线电缆的厂家,主要产品有:电线电缆,
广东电线电缆厂家,广州高压电缆,铜芯铝芯电缆,铝合金电缆,广东矿物质防火电缆,PV1-F光伏电缆,电源线,屏蔽电缆,控制电缆,电线电缆厂家